




 扫一扫
扫一扫
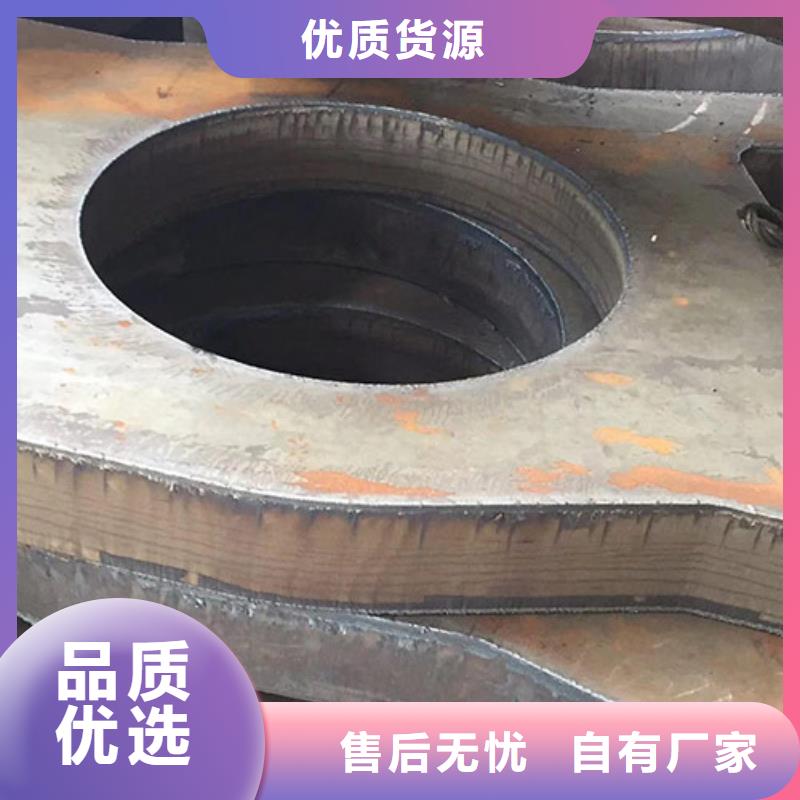
数控火焰切割对16MNR钢板切割厚度580mm加工成本
随着当今高新技术的快速发展趋势,现在的钢板切割技术越来越成熟,切割速度快,性价比高的切割机设备已经应用于公司,其中便携式火焰切割机也受到关注,关于火焰切割你知道多少?
1、数控火焰分割对于碳板,合金钢板,不锈钢板、铝、铜等金属,火焰不能分割。薄切割厚度在200MM以内,配合特殊切割口的小切割达到350MM,除此之外,火焰切割发热量的收敛性,对500mm进行材料切割变形的小问题。
2、数控车床火苗钢板切割速度间接冲击性切割全过程的可靠性和切割横截面质量,故意降低切割速度,提高生产率和应用速度,提高横截面质量是不可能的,可以降低横截面质量。
3、仔细观察炉渣从创口喷出的特性,可以改变适度的切割速度。在平稳的火焰切割切割全过程中,切割氧流非常平行面的火炬稍后的视角,其组合的偏移称为后拖量。速度那么高的情况下,今后有支撑量,产品工件上切断出口的火向切断方向偏移。
4、数控车床钢板切割功能切割各种形状的零件,数控车床切割机在供给阶段的运用,不仅集中体现了切割机械设备和分散供给的优点,大幅度提高了板材的使用率,切割质量和生产率也发生了明显的变化。
5、数控车床钢板切割在其切割应用领域相对数控车床低温等离子切割机相当小,但多馀的热轧钢切割材料,火焰切割具有较好的切割质量和较高的加工成本。
数控火焰切割对16MNR钢板切割厚度580mm加工成本
火焰钢板切割的适用范围很强,但切割时建议根据原材料的薄度选择合适的切割口型号规格,达到优良的切割效果。
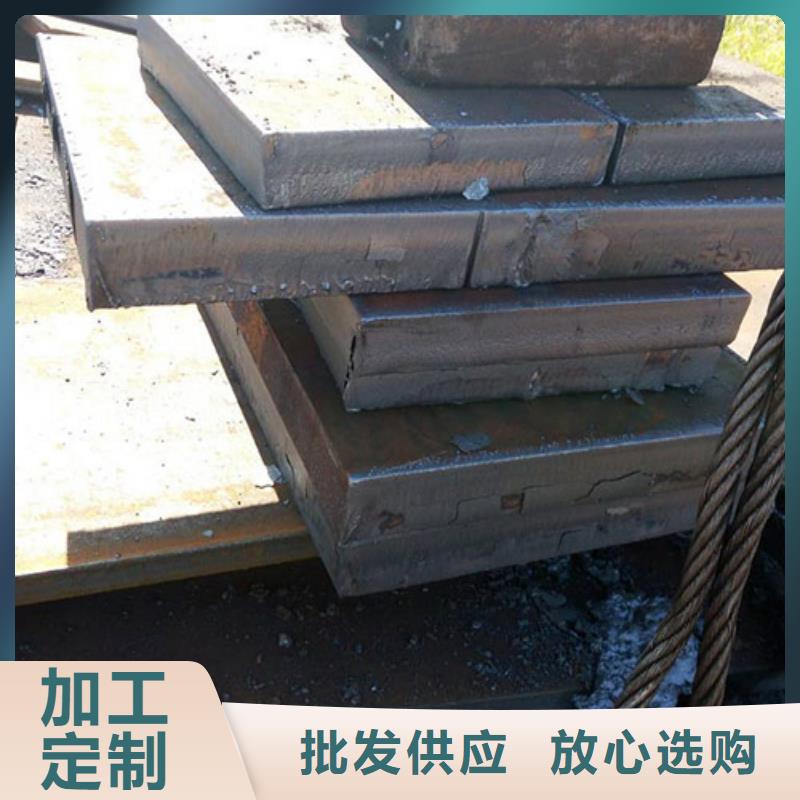
万事具备才可以让下面的事儿越来越容易,钢板加工下料以前也应当搞好一些提前准备工作,可是有些人在开展过程中,针对实际的一些提前准备层面的事,做的并不是十分的适当,乃至没有很健全,因此才会危害到后面的结果。大家在开展下料的过程中,究竟要怎样来搞好相对的提前准备?
在开展钢板加工下料以前,大家要恰当的掌握本身需要的规格型号。不一样的地区,在全部下料的情况下,实际的要求会有一定的区别,可以恰当的去掌握清晰,而且了解自身的要求在哪儿,随后在这个基本上开展下料的工作,那么全部事情才会越来越成功,因此每一个人在开展工作以前,都应当恰当的了解。
除开要提早明确本身的规格型号以外,16MnR钢板加工下料也要准备好相对的专用工具。终究在全部下料的过程中,我们不可以根据手动式的方法来开展激光切割,需要有专用工具来应用,因而大家要搞好这种层面的准备工作,随后才可以更为成功的进行相对工作。
如果你要想开展钢板加工下料的情况下,提早掌握对标准层面的要求,一样在做的过程中也应当有相对的设备。在我们能够把这两个层面的事都做得很好,而且完成了全部下料的过程,那样来说才会出现大量的确保。假如可以真实的搞好了这种层面的事项,恰当的去充分准备,那么在做事情的过程中才会越来越有确保。

聚贤丰汇钢板销售常年代理:沙钢、武钢,宝钢、舞钢,兴澄、新余、南钢等各大钢厂中厚板业务。主要以高强度低合金板系列,普碳板系列,模具钢系列,锅炉板容器板系列,管线钢,风电钢,耐磨钢等系列高端品种钢板。专注于国内大型重工,特大型重工装备企业配套供应正火、探伤保性能钢板 特宽特厚钢板。
钢板零割是一种常见的钢板粗加工,客户一定要告知钢板零割件的材质:一定要跟加工方或者卖家详细说明自己要的是那种材质,完成后,收到货可以查验材质,若材质与要求不符,便可以与卖家申请换货,解决很多麻烦问题。
钢板零割件的厚度:请跟加工方/卖家详细说明自己所需要的厚度,因为板材都有负公差的,实际厚度与所要厚度有差别(一般都是下公差),购买之前一定要确认厚度,以免收到货后造成无法使用或者不必要的麻烦与不愉快等等;
【现货材质】
普 板:Q235A,Q235B,Q235C,Q235D,Q235E 规格1.8-900mm Z向性能Z15-Z35 探伤 1000吨
低合金:Q345A,Q345B,Q345C,Q345D,Q345E 规格1.8-900mm Z向性能Z15-Z35 探伤 1000吨
碳结钢:35#,45#,50# 规格10-900mm 保性能需要定扎 1000吨
容器板:Q345R , 锅炉板:Q245R 规格6-300mm 国标状态交货 500吨
模具钢:65MN,40CR,42CRMO 规格12-200mm 国标状态交货 350吨
圆钢:45#/35#/65MN/20Mngr15/16Mngr15/9cr18mo/40cr/GCr15/cr12/cr12mov/H13R/42CRMO 规格12-600mm 18000吨等,以及各种特殊合金钢材。
【现货厚度】 8/10/12/14/16/18/20/22/24/25/26/28/30/32/35/36/38/40/45/48/50/55/60/65/70/75/80/85/90/95/100/105/110/115/120/125/130/135/140/145/150/155/160/165/170/175/180/185/190/195/200/205/205/210/215/220/225/230/235/240/245/250/260/270/280/290/300/310/320/340/350/360/370/380/400/420/450/480/500/550/600mm(以上厚度毫米均可切割加工)*1250-4500*4000-15000宽1.8米-4米,长度6米-20米的各类中厚板。并与各大钢厂有良好的业务渠道,承接各类钢板代定扎代加工业务。
钢板零割件的板面:钢板板面分为2B面与毛面,一般3mm一下的都是有2B面的,所谓2B面就是亚光面,表面比较光滑;4mm以上一般都是毛面,也就是工业面板,表面类似于磨砂面,也算对钢板有一定了解认识。
钢板零割件的尺寸:你所需要的产品尺寸一定要详细标注,若买家没有特别要求,默认为数控剪板机裁剪,误差是1mm左右,若买家有特别要求,请提前说明,可根据客户要求进行定制生产。
等离子切割:属于粗加工,用于割圆,切割比较厚的板材,切割比较毛糙,误差大5mm左右。
数控剪板机:属于粗加工,用于裁剪板材,切口平整,有略微塌边,误差适中,1mm左右。
水切割:属于相对精加工,用于精度要求相对高的产品加工,切割圆滑,误差1mm左右。
线切割:属于钢板零割精加工,用于精度要求高的产品加工,切口圆滑,误差0.05mm。


一句钢板加工说起来简单,38CrSi钢板切割根据厚度选着不同的切割方式
钢板加工虽然只有四个字,可是其包括的学问有很多,因此根据这一点,下面是终止钢板加工层面的学习培训工作,主要是来阐述和讲解其有关学问,好让大家有学习内容,从而可以历经学习培训让自己能从这当中获得一些方面的技术专业学问。
不一样种类的钢板,其在加工要求上是否一样?38CrSi钢板,从现阶段看来它是有不一样种类,而对不一样钢板终止加工,在加工要求上是会出现一些不同点,是很有可能出现一些不一样的加工要求。但是,其也是有一些相同之处,比如都要求在加工过程中钢板不可以展现形变这一难题。
一定薄厚的钢板如何加工成锥斗?将一定薄厚的钢板加工成锥斗,其在范围上是归属于钢板加工,在详尽实际操作上是为:先向钢板终止压合成形,随后终止机械加工或是铣削,那样可以来抵达加工目地并可以有好的加工效果。
钢板正中间的弧形槽怎样加工,对这一难题是否要知道如何来恰当处置和终止操作?钢板正中间的弧形槽怎样加工,在钢板加工这一范围内,并且,是要求知道如何来恰当应急处置和终止实际操作,因为只需保证这一点后才能抵达应用目地,另外也可以历经恰当操作来获得好的加工品质和加工效果,避免在加工全过程中遇到各种各样难题。
在生产加工领域中,还是会主要采用的切割方法,就是钢板切割了,实际上,人们对这一切割技术并不是很了解,如果关注的话,则是会发现,这样的切割,还是会存在两种常见的方式,是可以去选择的,能帮助企业完成具体的生产和加工。
一句钢板加工说起来简单,38CrSi钢板切割根据厚度选着不同的切割方式
、冷切割的方式
目前的一种方式,就是冷切割这样的方式,是属于钢板切割的一种,主要是可以通过水切割或者是普通的切割,还有就是可以选择锯齿的切割等,都是可以完成的,另外还有一点就是热切割,也是可以关注到的,这也是成为值得选择的方式。
第二、低温切割方式
在目前的钢板切割加工中,低速低温切割,还是属于常见的方式,切割之前,还是需要注意做好相关的解决方案,这样就可以减少在切割中的裂纹,尤其是加热的时候,温度还可以达到一百度左右,如果说,切割的速度比较快,或者是其中的钢板厚度比较大,就可以直接提高加热的温度,从而能完成相应的切割,一般尽量是通过专业人员来操作,这样会更加的简单轻松。
钢板切割,是属于加工行业中常见的一种方式,既然是需要去进行切割的话,还是应该了解和掌握其中的常用方法,只有通过这样的方法,才可以完成具体的切割,但是无论任何一种切割方式,厂家在选择的时候,都需要注意考虑到自己的实际需求等,进而能从中选择适合的方式。


45CrNiMoVA钢板等离子钢板切割的特点是什么
首先,我们要了解不同的辅助切割气割速度规格是不一样的。以空气等离子弧切割为例,在切割碳钢板时,以230A切割电流为标准,6mm厚的碳钢板切割速度可达3300 mm/min,当板厚调整到40 mm时,切割速度限制在500 mm/min至保证切割效果和质量。如果使用其他辅助切割气体,如纯氧切割,切割速度会降低得更多。在相同230A切割电流下,纯氧等离子切割厚度为6mm的碳钢板的切割速度可提高到370mm/min,而厚度为40mm的碳钢板的切割速度仅为350mm/min。为了调整等离子切割机的速度,首先要控制辅助设备的厚度。
一般来说,45CrNiMOVA钢板等离子钢板切割作为数控切割设备,工作人员应在保证等离子切割机质量的前提下,应尽量提高切割速度。这样不仅可以提高生产率,而且可以减少被切割件的变形和被切割焊缝的热影响区。如果切割速度不合适,效果正好相反,会使渣土增多,切割质量下降。
事实上,我国等离子切割机的生产和应用已经相当成熟,一般的一次故障主要是电源和损耗部件的问题,因此厂家也会从这两个方面寻求解决方案。但这并不是切割机断弧的原因。
等离子切割机很可能是由于电弧破裂时气压过低或火花故障,简单的可以理解为燃料不足而无法点燃这两种,解决方法也很简单。
在空气压力不足的情况下,可能是空压机空气输出不足,切割机调节阀调节不好,或是空气通道有污渍堵塞气流。在这种情况下,首先检查空气压缩机值,然后检查空气滤清器减压阀。使用劣质空气会导致道路上出现污渍。
这些气体在体内电离形成一个小电弧,由喷嘴喷射点火正常工作。在这个过程中,电火花需要放电。如果发生故障,应检查电火花放电电机,调整放电时间和间隙,如果仍不能使用,可更换零件。
等离子切割机的使用还是有很多操作上的考虑,希望以上息能对您有所帮助。作为等离子切割的用户通常会更加关注其一些故障问题,以便能够及时处理各种突发情况。
等离子切割钢板的特点是什么
特点一:工作精度高
众所周知,切割机需要切割金属材料,而且都是在高精度工件下使用它来切割的,所以它需要使它具有良好的工作精度,否则,就更难适应工作的要求。同时,后期的改造会增加生产成本,所以这是它应该具备的工作特性。
特点二:操作方便
另一方面,如果一个设备在没有这个功能的情况下运行,即使产品可以使用,它最终也会造成很大的麻烦。不同的切割机有不同的操作性能,有的是全自动的,有的是半自动的,但无论哪种设备,都需要有良好的操作方便性。
特点三:适应性强
对于用户来说,想要一个能够适应所有任务的设备是很自然的。但是,如果在生产中没有相应的技术力量,就没有办法使等离子切割机具有这方面的特点,所以它在这方面的特点也是非常重要的。
只有满足以上三个特点,才能成为合格的切割机设备。



聚贤丰汇金属材料有限公司秉承、“品质、信誉、创新、服务”的经营理念,“质量为先,诚信为本”的企业宗旨。对【雅安45#圆钢、】产品质量和服务精益求精,与客户双赢合作,共同发展。 美丽的【雅安45#圆钢、】之都-----雅安欢迎你!
技术支持:cdlgp.com